- sales@racegears.com
- 720-545-2274
Crown Race Gears / Forging

Ring and Pinion Gear Blank Forging
With the ideal steel alloy selected, the next step in the gear making process is forming a gear blank and that can be done in one of three ways. The easiest and cheapest method is called casting, where molten steel is poured into a mold and left to cool. Another option is CNC machining the blank from a solid block of steel with high speed cutting knives and drills. The third method involves forging the steel into shape by heating it in a furnace and forcing it into a mold using extremely high pressures. Each process alters the internal structure of the steel in ways that affect the strength and toughness of the final gear, so selecting the right process is crucial.
Metal Casting

Casting is the cheapest metal forming procedure because it is fast and easy to perform in large quantities. A high temperature furnace is used to melt the steel so it can be poured into a mold and left to cool. When steel is heated to its melting point, its internal grain structure is allowed to expand freely, resulting in a courser and less organized grain after the metal solidifies. Unfortunately, casting also has a high risk of porosity defects, where gas bubbles form inside the metal when it cools. This formative process works very well for creating intricate shapes where strength and metal quality is not important; however, it should never be used for automotive gears.
CNC Machining

CNC machining uses computer controlled mills to cut a block of steel, called a billet, into the desired shape. Because this process does not alter the grain structure of the base material, it is significantly better than casting, although it is very expensive and time consuming. CNC machining also requires the billet to already have the desired properties of the end product, which significantly increases the cost of the steel. While a consistent grain structure is highly desired, cutting away material interrupts the grain flow and can reduce toughness while also increasing the likelihood that stress fractures will form on those surfaces. CNC machining works well for prototypes and is an excellent choice for final shaping and finishing, but automotive gears should not be machined directly from billet steel.
Metal Forging

Forging uses high heat and extremely high pressures to force steel into a new shape. The process begins by cutting down a piece of bar stock to the proper size billet and heating it up to 2,000°F in a furnace, where it becomes malleable but is still safely below its 2,600°F melting point. Once heated, the billet is placed between two dies in a forging press where thousands of tons of force is applied to mechanically push the steel into the new shape. In some cases, several sets of progressive dies are needed to achieve the final shape.
Unlike casting and CNC machining, the forging process does not interrupt the internal grain flow of the material but instead reorients it to match the new shape. Additionally, the high heat and pressures used in the forging process will break up and redistribute inclusions (gas pockets and impurities) throughout the metal and helps to create a more uniform grain. The end result is a gear blank that has significantly improved directional toughness, impact strength, fatigue resistance, and can be further improved with heat treatment after machining.
Grain Structure
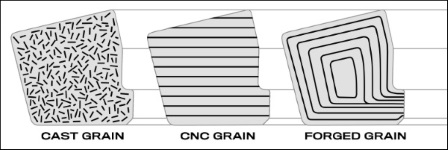
The molecular structure of steel resembles the properties of wood where slow growing hardwood with a tight grain is stronger than wood from a fast growing tree with thick grain. Similarly, steel with small grain crystals is stronger and tougher than steel with large grain crystals.
Casting can be compared to the manufacture of particle board, where wood is shredded and pressed into a mold with an adhesive to create cheap and weak boards. CNC machining is like carving a sculpture from a tree stump where material is removed exposing the internal grain that, if left untreated, will crack and split over time. Forging would then be compared to using steam to soften wood so it can be bent into a new shape (like a skateboard) and retain the original grain structure.
Protecting and preserving the internal grain structure of steel is critical to retaining strength, durability, and fatigue resistance in gears, which is why forging is the preferred method of gear blank forming. Moreover, when done correctly, forging can even improve the overall grain structure of the gear blank over the original billet.
Gear Forging Process
Crown Race Gears are hot forged in a progressive multi-stage process that creates a gear blank with the ideal properties for gear tooth cutting and heat treatment. Perfecting this process requires a steel alloy with properties that allow the metal to be molded while retaining the desired properties for the end product. Billets are heated in the forge to a specific temperature before being pressed through a series of precisely machined dies at highly controlled pressures and speeds by a master forge press operator. The red hot gear blanks are then left to air cool before moving on to gear tooth cutting.

Due to the scale of this operation, forging is not a process that Crown Race Gears can perform in-house, and neither is it something we plan to integrate into our operation. We have sourced one of the premier forges in the world to create our gear blanks, with the highest quality control standards and a stellar reputation for precision and consistency.
Removing Internal Stresses (Normalizing)
During the forging process, residual stress forces remain inside of each gear blank that need to be removed in a process called normalizing prior to moving on to gear shaping.
Crown Race Gears Forged Blanks
After being forged and normalized, the gear blanks go through an initial quality control inspection before making their way to the machining process. Any defects or imperfections found at this stage will result in the entire batch being scrapped as Crown Race Gears holds some of the tightest quality control standards in the industry. Making tough, strong, and efficient gears requires gear blanks with virtually no imperfections, a tight and constant grain structure, and no residual internal stresses.