- sales@racegears.com
- 720-545-2274
Crown Race Gears / Heat Treatment

Ring and Pinion Gear Heat Treatment
Automotive gears are made with mild steel that has relatively low levels of carbon (less than 0.25%). This grade of steel is perfect for the gear core because it allows the teeth to flex slightly under heavy loads and absorb that energy without fracturing. This property is known as toughness and it describes how well the material absorbs external forces. One drawback to a tough material, though, is that it can be easily scratched and worn away by friction. To improve wear resistance, the steel must be made harder by adding carbon to the composition but that in turn reduces toughness.
Rather than compromising between the two, high performance gears take advantage of both properties. The surface of the gear, known as the case, is hardened to prevent wear while the core is left tough to absorb heavy forces and shock loads. This is achieved by using a specific combination of heat treatment techniques where the gear is heated and cooled in a precise manner while carbon is added to the outer surface of the gear teeth.
Gear Normalizing
When steel is forged into a new shape, it undergoes tremendous forces that change the internal grain structure of the material and leave behind high internal stresses. The grain is left with areas of small, medium, and large crystals with unstable borders that create a highly inconsistent and unbalanced core structure. In addition to the internal stresses, these factors significantly reduce the gear’s working life and increases the likelihood of deformation during use.
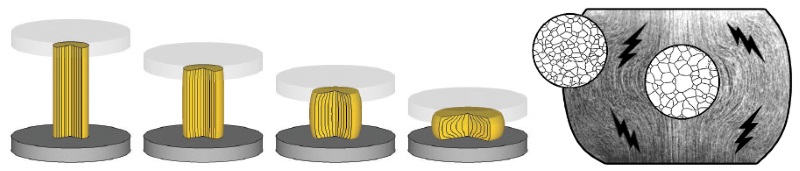
To relieve the internal stresses and smooth out the grain structure, the gear must be heated to 1,700ºF (85% of the temperature needed for forging and 100-200ºF above its upper critical temperature) and then allowed to air cool back to room temperature. This process not only makes the crystal structures more uniform, it reduces the size of all of the crystals, leaving behind a finer and completely uniform grain structure that responds better to the heat treatment process.
Side Note: Annealing is a similar process used to soften steel by slowly heating it to 75ºF above its upper critical temperature and then cooling it down within the furnace over an extended period of time. This process is used to reach the maximum softness of steel for improved machining and forming.
With the forged and cut gear normalized, it will go back for a final hard CNC finishing process that removes any deflections and distortions formed during this heat cycle. Only after the gear has been finish cut and inspected to verify its compliance within our specifications can it proceed to case hardening.
Gear Case Hardening
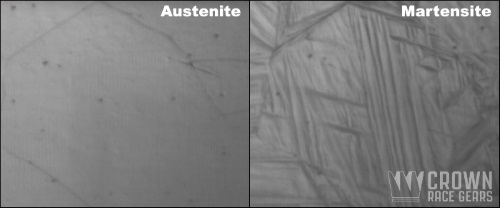
At the beginning of the heat treatment process, the gear rests in a normalized state with a uniform grain structure from the case (surface) to the core (center). In this state, the gear is tough but relatively soft so the teeth need to be armor plated to protect them from wear in a process called case hardening.
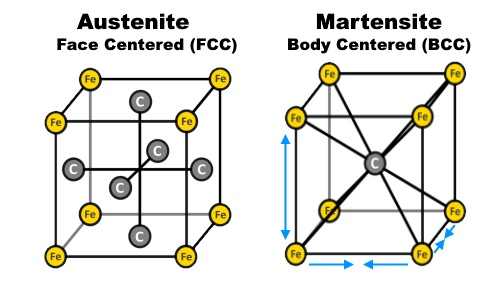
Increasing the hardness of steel is done by adding carbon to the surface of the teeth in such a way that the crystalline structure is forced to shift. In normalized steel, the carbon atoms rest in the middle of a cube of iron atoms, called a body centered cubic (BCC) or austenite. This structure holds the minimum amount of carbon, leaving the steel tough and soft. When that material is heated in the presence of carbon and then quickly cooled down, the internal structure shifts to a face centered cubic (FCC) called martensite which allows for a much higher concentration of carbon and makes the steel extremely hard.
Martensitic Transformation
Converting austenite to martensite in the gear case hardening process starts with heating the gear to between 1,400ºF and 1,700ºF inside a carbon rich solution. At this temperature, the gear case will absorb the additional carbon atoms needed for hardening; however, if it were then allowed to cool down slowly the carbon atoms would escape. To prevent this from happening the gear is put directly into a cold bath of oil in a process called quenching, to essentially shock the structure into retaining the additional carbon atoms. The process is performed in several stages at different temperatures to maximize the absorption of carbon and prevent distortion.
In addition to absorbing carbon, the martensitic transformation makes another very important change to the gear case structure. During the quenching process, austenite is converted to martensite at approximately the speed of sound, repositioning the carbon atoms in their new face centered cubic position. This rapid structure shift results in the cells stretching in one dimension and shrinking in the other two. This distortion prevents the cells (cubics) from lining up in a symmetric grid and causes dislocations throughout the structure. These microscopic dislocations block the grid structure, making it extremely resistant to shear stresses, scratches, and dents.
Although the case hardening process converts most of the gear surface to martensite during quenching, it is not perfect. Most gear manufacturers stop here, whereas Crown Race Gears go one step further and completes the transformation by freezing the gears to below -300˚F in a process known as cryogenic treatment.
Gear Case Transition
The gear case hardening process will affect the outer 0.06", which is the maximum possible depth of martensitic transformation. Within this hardened layer, the top 0.03" is considered thoroughly hardened while the second half transitions gradually to the non-hardened gear core.
To maximize the performance and durability of a ring and pinion gear, the entire manufacturing process must be focused on preserving the gear case thickness. By keeping the case hardening process highly controlled, Crown Race Gears is able to limit distortions so that the following hard CNC finishing, lapping, and REM ISF finishing processes remove as little material from the gear case as possible.
Lower quality gears are manufactured with lower tolerances and require more material to be removed during surface finishing which can make the hardened surface extremely thin and increase the likely hood of sub surface failures during use. Crown Race Gears have a final thoroughly hardend case thickness of between 0.028 and 0.030" while other aftermarket and OEM gears we've tested run as low as 0.010".
Heat Treatment Continues
Unlike most aftermarket and OEM manufacturers that end their production process with lapping, Crown Race Gears have several more stages in their production process. After lapping, Crown Race Gears continue the heat treatment process with cryogenic treatment, go through two stages of shot peening for improved fatigue resistance, and are REM ISF finished to further improve efficiency.